
All categories
Featured selections
Trade Assurance
Buyer Central
Help Center
Get the app
Become a supplier
(1430 productos disponibles)
























































































































































































































De acuerdo con varios atributos como la función, el mecanismo, la aplicación, etc., las máquinas clasificadoras de color por sensor pueden clasificarse en diferentes tipos.
Clasificación funcional
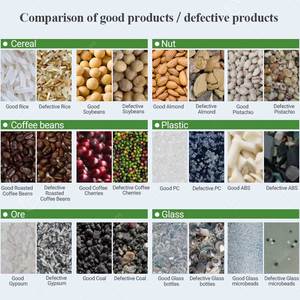
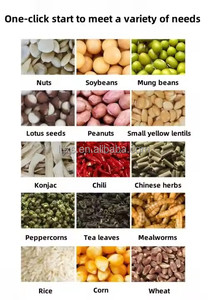
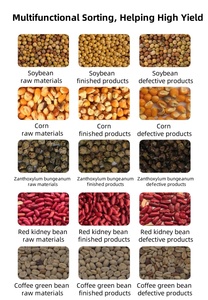
El clasificador de sensores se utiliza para separar artículos basados en el color. Comprende clasificadoras de color de alimentos industriales utilizadas para productos agrícolas y alimenticios como granos, frutas, nueces, verduras, etc. La clasificadora de color industrial para plásticos y materiales clasifica diferentes tipos de plásticos. También se utiliza para clasificar minerales, metales y otros materiales indeseables de color.
Clasificación basada en el mecanismo
Los dispositivos de clasificación óptica utilizan tecnología de imagen para clasificar en función del color. Las clasificadoras digitales emplean tecnologías más avanzadas, como la IA y el aprendizaje automático, para una clasificación precisa y un procesamiento de alta velocidad.
Clasificación basada en la tecnología
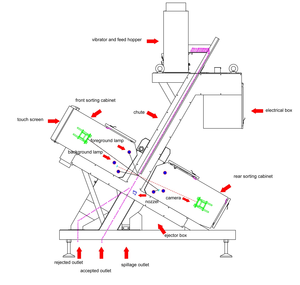
Las clasificadoras de sensores ópticos son clasificadoras que utilizan cámaras y sensores de luz para detectar colores y luego separar objetos de diferentes colores. Con base en criterios predefinidos, las clasificadoras de color digitales analizan los datos de color del artículo y toman decisiones instantáneas para aceptar o rechazar el artículo. Por otro lado, las clasificadoras de succión de aire utilizan ráfagas de aire para rechazar los materiales no deseados. Por lo general, se utilizan para clasificar alimentos como arroz, frijoles y otras semillas.
Clasificación basada en la aplicación
La clasificadora utilizada en el dominio de los alimentos es bastante diferente de las clasificadoras industriales. Las clasificadoras de alimentos encuentran una gran variedad de artículos relacionados con los alimentos con similitudes de color muy cercanas. Por lo tanto, su precisión es de primera clase. Por el contrario, las clasificadoras de plástico y ópticas pueden tener motores acelerados, sistemas de alimentación agresivos y sistemas de expulsión más robustos.
Las máquinas de clasificación de color industrial son tipos especializados de instrumentos basados en sensores equipados con diversas especificaciones para clasificar diferentes tipos de productos. Por lo general, tienen sensores con capacidades de detección distintas. Algunos pueden detectar diferencias de color a un nivel granular, mientras que otros pueden clasificar en función de colores específicos o incluso matices. Las máquinas clasificadoras tienen algoritmos que les permiten reconocer diferencias de longitud de onda correspondientes a colores distintos. El software organiza los artículos en función de los criterios predeterminados y se puede ajustar en función de las preferencias de clasificación de una empresa en particular.
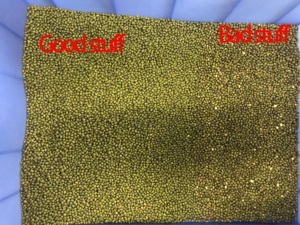
Estas máquinas tienen una amplia gama de capacidades de rendimiento. Algunas pueden procesar varias toneladas de productos por hora, mientras que otras manejan cantidades más pequeñas. La capacidad elegida depende normalmente del artículo que se clasifique, así como de las necesidades específicas de las empresas. Las máquinas clasificadoras de color tienen precisiones de clasificación que van del 98% al 99,9%. La tasa de precisión a la que pueden clasificar colores no deseados, defectos o impurezas es relativamente alta. Además, sus sistemas de alimentación y descarga también difieren según los artículos. Los sistemas típicos incluyen alimentadores de vibración, transportadores, así como tubos neumáticos. El tipo de sistema elegido afecta la capacidad de rendimiento, la precisión de la alimentación y la eficiencia de la clasificación.
Para que estas máquinas sigan funcionando de manera óptima, deben recibir mantenimiento periódicamente. El proceso de mantenimiento de la máquina de clasificación de color por sensor puede diferir según las instrucciones del fabricante, pero los siguientes procedimientos se recomiendan generalmente.
Industria alimentaria:
Industria no alimentaria:
Al comprar una máquina de clasificación de color inteligente, es fundamental tener en cuenta algunos aspectos.
Especificaciones y características comunes
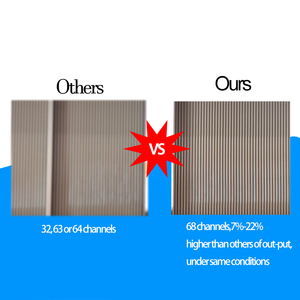
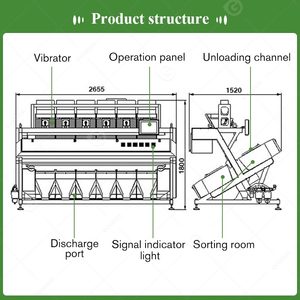
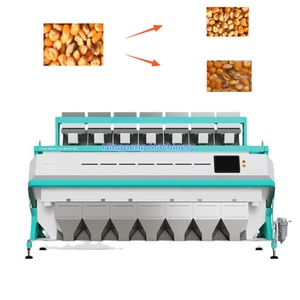
Los compradores primero deben revisar las especificaciones y las características comunes de la clasificadora de color. Las especificaciones típicas a considerar incluyen las variedades que la máquina puede clasificar, su capacidad (generalmente en kg/hora), la cantidad de canales y contenedores de clasificación, el tamaño y la resolución de la(s) cámara(s) de detección, el tipo de iluminación utilizada para la clasificación y las características del software y la interfaz de usuario.
También es importante analizar las características comunes de las clasificadoras dadas por diferentes proveedores. Por ejemplo, muchas clasificadoras ahora tienen dispositivos antipolvo para evitar que el polvo ingrese a las partes internas y dañe los componentes electrónicos. Algunas máquinas cuentan con sistemas automáticos de limpieza de la cavidad de clasificación para mantener la precisión de clasificación de la máquina. Otras tienen capacidades de transmisión de datos, lo que permite el acceso y la monitorización remota a través de Internet. Con estas funciones, los usuarios pueden recopilar datos de clasificación, recibir alertas y controlar el rendimiento de la máquina de forma remota.
Adecuación para el artículo que se va a clasificar
Una clasificadora de sensores adecuada para clasificar un tipo de producto puede no ser ideal para otro artículo debido a diferencias inherentes (por ejemplo, materiales, formas, tamaños y requisitos de clasificación). Por lo tanto, es importante seleccionar una máquina adecuada para el artículo específico que se va a clasificar. Además, dado que los diferentes tipos de clasificadoras están diseñados para detectar y clasificar diferentes tipos de anomalías de color (por ejemplo, materia defectuosa, extraña, sépalos e impurezas), los compradores deben obtener una clasificadora que satisfaga sus necesidades particulares de clasificación.
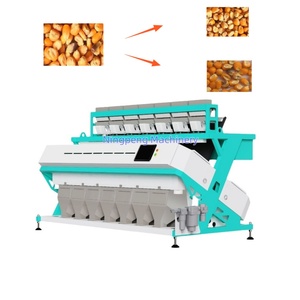
Por ejemplo, una clasificadora óptica será ideal para clasificar gránulos y arroz, mientras que una clasificadora de imagen digital será más efectiva para clasificar el café porque puede clasificar los granos de café según el tamaño, la forma y el color.
Socio fabricante
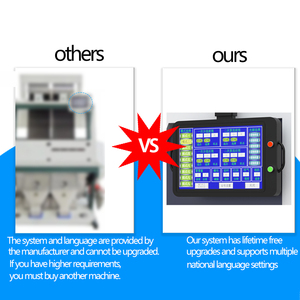
Considere al fabricante que suministra la máquina. Un buen fabricante proporcionará un sólido soporte posventa y una garantía, lo que garantiza la tranquilidad del comprador. También invertirá en investigación y desarrollo (I+D), mejorando constantemente sus productos para satisfacer las necesidades cambiantes de sus clientes. Algunos fabricantes también permiten a los clientes personalizar sus máquinas para que se adapten a aplicaciones comerciales únicas. Mirar la reputación del fabricante en la industria también puede ayudar a uno a decidirse por un socio comercial adecuado. Un buen fabricante con una excelente reputación garantiza que solo las mejores clasificadoras lleguen al mercado.
Consideraciones presupuestarias
Por último, los compradores deben tener en cuenta su presupuesto. Es importante encontrar una clasificadora que coincida con el presupuesto del comprador y que satisfaga adecuadamente las necesidades anteriores. La capacidad de clasificación normalmente escala con el precio. Si la aplicación del comprador podría funcionar bien con una clasificadora de menos clasificaciones por hora, debe elegir la máquina que funcione dentro de su presupuesto. También es aconsejable examinar las características de las clasificadoras que se mencionaron anteriormente y priorizar las cruciales que se alinean con la aplicación prevista.
P1: ¿Cómo funciona una máquina de clasificación de color?
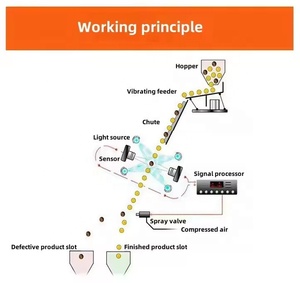
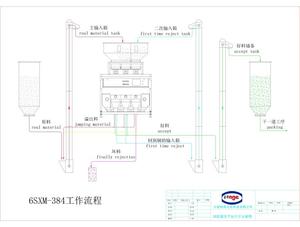
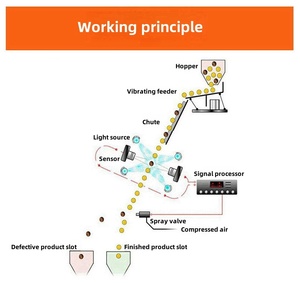
R1: La máquina de clasificación de color tiene diferentes procesos a seguir. Primero, la detección del sensor examina los colores de los objetos. Luego, se produce un proceso de toma de decisiones por parte del software, que identificará qué conservar y qué rechazar. Después de esto, se lleva a cabo la clasificación a través de intercambios de chorros de aire que expulsarán los elementos no deseados a un contenedor o vía diferente.
P2: ¿Cuáles son los beneficios de las máquinas de clasificación de color?
Las ventajas de tener una máquina de clasificación de color son muchas. Una de ellas es la mejora de la calidad del producto final después de la clasificación. También hay un aumento de la eficiencia de la producción, ya que la máquina puede trabajar más rápido que la mano de obra manual. También tenga en cuenta que la máquina se puede programar para clasificar diferentes tipos de artículos.
P3: ¿Qué tipo de alimentos clasifica una máquina de clasificación de color?
Algunos ejemplos incluyen frutas como mango, naranja, sandía, tomate y manzana; verduras como lentejas, guisantes, frijoles, garbanzos, arroz y otras semillas. Las máquinas de clasificación de color también se pueden utilizar para clasificar artículos no alimenticios como minerales como hierro, yute y níquel, entre otros.
P4: ¿Cuál es la capacidad de una máquina de clasificación de color?
R4: La capacidad de las máquinas de clasificación de color difiere según el tipo de máquina. Por ejemplo, una clasificadora de 8 canales puede hacer 2000 kg/hora para arroz y 1200 kg/hora para cacahuetes. Por otro lado, una máquina de 32 canales puede clasificar 4000 kg/hora para arroz y 3000 kg/hora para trigo.
















