Tipos de Máquinas de Clasificación Óptica
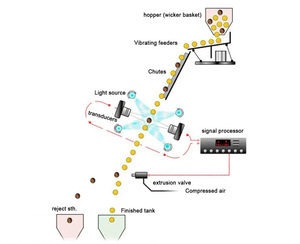
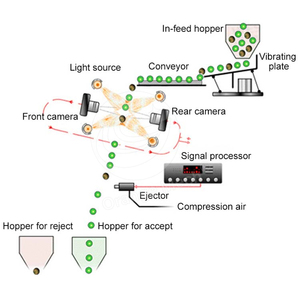
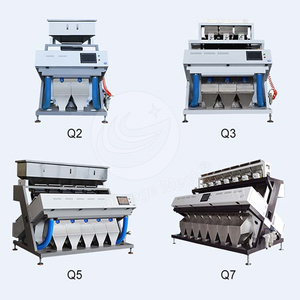
Todas las máquinas de clasificación óptica utilizan la luz para identificar artículos específicos. Sin embargo, existen diferentes tipos dependiendo de la industria y la aplicación. Aquí están algunos tipos comunes de clasificadores ópticos:
-
Clasificadores de Telescopio
Los clasificadores de telescopio son máquinas de clasificación óptica que utilizan telescopios para identificar y separar artículos. Por lo general, están conectados a cintas transportadoras. Los clasificadores de telescopio son populares en la industria del reciclaje. Tienen la capacidad de clasificación y la adaptabilidad para separar varios materiales.
-
Clasificadores de Color
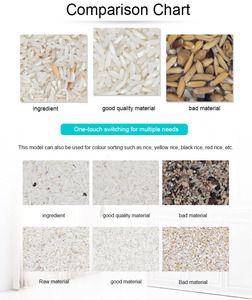
Los clasificadores de color pueden identificar y separar alimentos u otros objetos en función de las distinciones de color. Tales distinciones pueden ser entre matices, brillo y saturación. Los clasificadores de color son populares en las industrias agrícola y de procesamiento de alimentos. Se utilizan comúnmente para clasificar legumbres como lentejas rojas y amarillas, frijoles, guisantes verdes, arroz, etc. Al eliminar las legumbres y el arroz indeseables y de color apagado de los correctos, ayudan a mejorar la calidad del producto y la satisfacción del consumidor.
-
Clasificadores de Infrarrojos
Los clasificadores de infrarrojos son tipos de máquinas de clasificación óptica que identifican y separan objetos en función de sus características infrarrojas. Este tipo de máquinas se utilizan comúnmente en instalaciones de recuperación de materiales (MRF) y plantas de reciclaje de plásticos. Son cruciales para garantizar que los plásticos reciclados sean puros y de excelente calidad, ya que pueden detectar y separar materiales no reciclables como tapas de clasificadores de infrarrojos, contaminantes de PVC y otros.
-
Clasificadores Láser
Los clasificadores láser son máquinas de clasificación óptica que utilizan rayos láser para detectar y separar artículos en función de su tamaño, forma y peso. Funcionan proyectando rayos láser sobre el artículo que se clasifica, que refleja una señal que la máquina interpreta. Los clasificadores láser son clasificadores versátiles y de alta precisión. Se utilizan normalmente en industrias de procesamiento de alimentos, instalaciones de reciclaje y fabricación industrial.
-
Clasificadores Electro-ópticos
Los clasificadores electro-ópticos son populares en las industrias de procesamiento de alimentos y reciclaje. Se utilizan para diversas aplicaciones, incluyendo la clasificación de frutas y verduras según su madurez, color y calidad, así como la separación de contaminantes de los materiales reciclables.
Especificación y Mantenimiento
Las especificaciones para una máquina de clasificación óptica pueden variar en función de la industria y las tareas de clasificación. En general, algunas características clave incluyen la capacidad, que es la cantidad de material procesado por unidad de tiempo; la precisión, que es el porcentaje de productos clasificados correctamente; así como la resolución de la máquina, que es su capacidad para diferenciar entre productos similares; y la variedad de parámetros que se pueden clasificar, incluyendo la forma, el color, el tamaño, la textura y la composición química.
Al igual que todas las máquinas, las máquinas de clasificación óptica deben mantenerse regularmente para mantenerlas en buen estado de funcionamiento. La limpieza de la máquina a intervalos regulares previene la acumulación de residuos y residuos del producto, lo que garantiza un rendimiento óptimo. En segundo lugar, la calibración del clasificador para obtener precisión es fundamental, ya que ayuda a mantener la precisión de la clasificación a lo largo del tiempo. Las máquinas de clasificación óptica deben lubricarse periódicamente para garantizar un funcionamiento suave independientemente de la capacidad que se esté clasificando. Aquellos que son nuevos en las máquinas de clasificación deben consultar los manuales del fabricante para seguir exactamente los procedimientos recomendados.
Escenarios de uso de las máquinas de clasificación óptica
Una máquina de clasificación óptica tiene varias aplicaciones en diversas industrias. Estas son algunas:
-
Industria alimentaria
La clasificación óptica desempeña un papel crucial en la industria alimentaria. Ayuda a lograr la seguridad alimentaria inspeccionando los alimentos a un alto nivel para mantener seguros tanto a los clientes como a los empleados. El clasificador permite a las empresas cumplir con los estrictos requisitos legales de alimentos y evitar que los alimentos potencialmente peligrosos se procesen o lleguen al público. Una máquina de clasificación óptica se utiliza ampliamente para clasificar los productos alimenticios indeseables, como los tomates podridos, los materiales extraños, como las piedras, y los contaminantes, como las partes de insectos, de los granos, las nueces y las semillas. Diferentes alimentos, como granos, nueces, semillas, granos de café, alimentos congelados, frutas y verduras, se clasifican según el tamaño, la forma, el color y la calidad con la ayuda de una máquina de clasificación óptica.
-
Industria del reciclaje
Los sistemas de clasificación óptica se utilizan ampliamente en la industria del reciclaje para separar varios materiales reciclados en función del color, la forma y la composición química. El clasificador utiliza cámaras y software de procesamiento de imágenes para diferenciar entre distintos tipos de materiales. Por ejemplo, puede identificar y eliminar artículos no reciclables como contenedores de plástico negro al clasificar diferentes tipos de plásticos, vidrios y papeles. De esta manera, el sistema de clasificación óptica mejora la pureza y la calidad de los materiales reciclados, facilitando el procesamiento eficiente y previniendo la contaminación de las corrientes de reciclaje.
-
Industria minera
La tecnología de clasificación óptica ayuda a la industria minera a identificar y clasificar minerales y minerales valiosos por su color y composición. Esto da como resultado tasas de recuperación de minerales mejoradas y un impacto ambiental reducido al reducir la cantidad de material de desecho enviado a las instalaciones de procesamiento. Además, el clasificador óptico juega un papel crucial en la separación del carbón, apuntando a grados específicos de carbón mientras elimina impurezas como la suciedad, las rocas y otros contaminantes. Al mejorar la recuperación de recursos y minimizar el daño ambiental, la clasificación óptica aumenta la productividad en los procesos de extracción de minerales y carbón.
-
Industrias química y farmacéutica
Las industrias farmacéutica y química utilizan la clasificación óptica para garantizar la calidad y la pureza de las materias primas utilizadas en los procesos de fabricación. Al detectar y eliminar contaminantes, sustancias extrañas o productos defectuosos, la clasificación óptica mejora la calidad del producto, minimiza el riesgo de contaminación y mejora la eficiencia general de la fabricación en estas industrias.
-
Industria textil
La industria textil utiliza la clasificación óptica para categorizar fibras, tejidos y materiales en función del color, la composición y la calidad. Al garantizar la uniformidad y eliminar los elementos indeseables, el clasificador óptico mejora la calidad del producto y agiliza los procesos de producción.
-
Aeropuerto y control de seguridad
En el campo de la seguridad de la aviación, se emplea un sistema de clasificación óptica para la detección e identificación del equipaje y la carga. Esta tecnología juega un papel vital en la detección y separación de artículos prohibidos, mejorando la seguridad de los viajes aéreos tanto para los pasajeros como para el personal.
Cómo elegir una máquina de clasificación óptica
Al invertir en una máquina de clasificación óptica, los compradores deben tener en cuenta varios factores para asegurarse de que están seleccionando un modelo que se adapte mejor a sus necesidades de clasificación. Primero deben identificar qué materiales pretenden clasificar utilizando la máquina y qué características particulares son innegociables, como la sensibilidad a los parámetros específicos de los materiales en cuestión, ya sea el color, el tamaño, la forma o la composición química. Es imperativo que la máquina de clasificación óptica pueda detectar y distinguir con precisión estos rasgos deseados entre las clasificaciones. La capacidad del clasificador óptico para manejar la capacidad y el rendimiento necesarios para un proceso comercial particular es un requisito crucial que no debe pasarse por alto. Una asignación demasiado pequeña puede no utilizar eficientemente los recursos, mientras que una demasiado grande puede abrumar la capacidad de procesamiento de la máquina, lo que lleva a posibles cuellos de botella en el proceso de clasificación.
A continuación, los compradores deben considerar si el tipo de tecnología de clasificación óptica incorporada en el clasificador se alinea bien con las prácticas y los requisitos de su industria. Hay disponibles diferentes clasificadores ópticos, cada uno con distintas tecnologías de clasificación que se adaptan a las necesidades particulares de la industria, como la clasificación por color, la clasificación por forma o la eliminación de impurezas. Los compradores también deben asegurarse de que la forma y el tamaño del clasificador se adapten perfectamente a su línea de producción existente. Un clasificador mal ajustado puede interrumpir el flujo de producción y causar más ineficiencia operativa que eficiencia.
Además, la interfaz de usuario de la máquina de clasificación óptica es fundamental para determinar la eficacia con la que se pueden establecer, supervisar y ajustar los parámetros de clasificación. Una interfaz de usuario amigable e intuitiva permite cambiar rápidamente los parámetros de clasificación, lo que permite una mayor flexibilidad en el proceso de clasificación.
Por último, los compradores querrán saber el nivel de servicio y asistencia que proporciona el fabricante de un clasificador. En cada operación basada en máquinas, la disponibilidad inmediata de servicios de mantenimiento y asistencia garantiza que cualquier posible interrupción del proceso de clasificación se pueda mitigar rápidamente.
Preguntas frecuentes sobre las máquinas de clasificación óptica
P1: ¿Qué tan flexibles son los clasificadores ópticos?
A1: Las máquinas de clasificación óptica son muy flexibles. Pueden clasificar diferentes tipos de materiales, como alimentos, plástico, tierra y basura, si se configuran correctamente. Las luces y las cámaras se pueden cambiar para mirar diferentes cosas y clasificaciones.
P2: ¿Cuáles son las últimas mejoras en la tecnología de clasificación óptica?
A2: Los nuevos desarrollos incluyen una clasificación más inteligente con IA, cámaras más rápidas y mejores luces LED para obtener imágenes más claras. Todo esto mejora la velocidad, la precisión y la eficiencia del clasificador.
P3: ¿Es difícil mantener un clasificador óptico?
A3: No, los clasificadores ópticos están diseñados para un fácil mantenimiento. Se necesitan tareas rutinarias como limpieza, comprobación y lubricación de piezas. Normalmente se proporcionan guías detalladas de mantenimiento con los clasificadores.
P4: ¿Se puede actualizar un clasificador óptico en el futuro?
A4: Sí, los clasificadores se pueden actualizar más adelante agregando nuevo software, cámaras o sistemas de iluminación a medida que las necesidades de clasificación cambian o avanza la tecnología.























































































































































































































































 浙公网安备 33010002000092号
浙公网安备 33010002000092号 浙B2-20120091-4
浙B2-20120091-4